Hallo,
ich habe folgendes Problem. Wenn ich ein Programm mit Gewinde im Zyklus 207 über den Postprozessor ausgebe bleibt die Maschine anschließend mit der Fehlermeldung Kein M3/M4 Programmiert stehen.
Nach Rücksprache mit meinem Maschinenhersteller soll vor der ersten Bewegung mit Vorschub die Spindel mit M3/M4 wieder eingeschaltet werden.
Beispiel:
Tool Call....
M3
Zykl 207.....
L X.. Y.. FMax M99
L X.. Y.. FMax M99
L Z5 F45000 (hier vor müsste ein M3/M4 stehen sonst kommt die Fehlermeldung) der Satz entspricht dem Abfahrvorschub halt alles was bei uns geht mit Fmax funktioniert es auch also kein Fehler
Zu dem Beispiel! Es ist tatsächlich so das die Zyklen ein eigenen internen M3 bzw M4 Befehl bzw bei Linksgewinde M4 dann M3 befehl hinterlegt haben auf Sicherheitsabstand stoppt die Spindel.
Ich war auch ein wenig verwirt. Hab ich ausprobiert die Spindel dreht sich wirklich auch ohne anschalten.
Beispiel2
so
Tool Call....
Zykl 207.....
L X.. Y.. FMax M99
L X.. Y.. FMax M99
M3 oder M4
L Z5 F45000
oder so
Tool Call....
M3
Zykl 207.....
L X.. Y.. FMax M99
L X.. Y.. FMax M99
M3 oder M4
L Z5 F45000
So würde es laufen. Nun meine Frage wie bekomme ich nach dem Gewindebohren vor dem ersten Satz mit Abfahrvorschub und nur da das M3 oder M4 hin? Ich benutze den Standart 530 Postprozessor!
Viele Grüße
David
Gewinde Zyklus 207 (209) iTNC530
-
3DMSOFT

- Site Admin
- Beiträge: 1365
- Registriert: 07.05.2006, 14:20
- Kontaktdaten:
Hallo,..
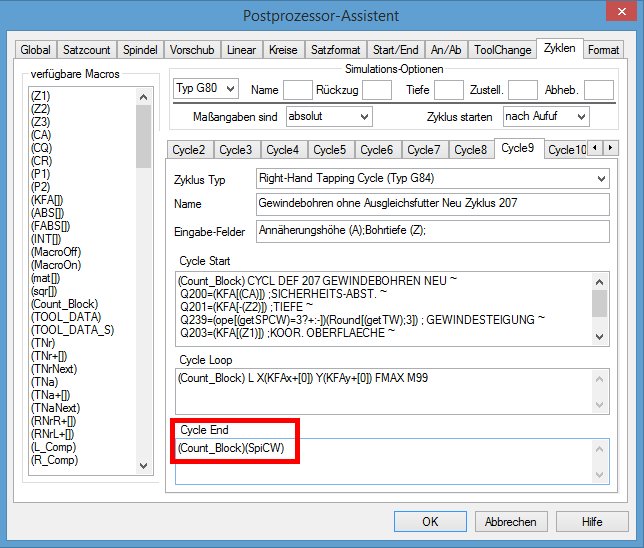
hm.. seltsam, die Drehrichtung der Spindel wird dann wahrscheinlich durch den Parameter Q239 überschrieben (durch "+"/"-").
Die Drehrichtung kann man direkt am Zyklusende wieder setzen..
Einfach die Makros wie im Bild in die "Cycle End"-Sektion des Zyklus" 207" eintragen.
Mit freundlichen Grüßen Jens Tonak
hm.. seltsam, die Drehrichtung der Spindel wird dann wahrscheinlich durch den Parameter Q239 überschrieben (durch "+"/"-").
Die Drehrichtung kann man direkt am Zyklusende wieder setzen..
Einfach die Makros wie im Bild in die "Cycle End"-Sektion des Zyklus" 207" eintragen.
Mit freundlichen Grüßen Jens Tonak
3D-M-SOFT GmbH
Herrengrabenweg 31 | D-19061 Schwerin
Telefon: (0385) 61737343 | Fax: (0385) 61737355
www.condacam.eu | E-Mail: Info@condacam.eu
Herrengrabenweg 31 | D-19061 Schwerin
Telefon: (0385) 61737343 | Fax: (0385) 61737355
www.condacam.eu | E-Mail: Info@condacam.eu
-
David
- Beiträge: 13
- Registriert: 20.12.2011, 14:04
Hallo,
vielen Dank jetzt funktioniert es. Laut Heidenhain soll das das normale verhalten bei dem Zyklus sein. Vor dem Update auf eine neue Steuerungsversion hatte ich das Problem auch nicht.
Ich vermute das die meisten neueren 530er und 640er das so bekommen werden ev. im allgemeinen Postprozessor nachpflegen. Stört ja nicht auf den Tnc`s wo es nicht benötigt wird.
Habe gerade im bereich News das Adaptive Fräsen gesehen! Top freu mich schon auf die Neue Version. Respekt!
Gruß
David
vielen Dank jetzt funktioniert es. Laut Heidenhain soll das das normale verhalten bei dem Zyklus sein. Vor dem Update auf eine neue Steuerungsversion hatte ich das Problem auch nicht.
Ich vermute das die meisten neueren 530er und 640er das so bekommen werden ev. im allgemeinen Postprozessor nachpflegen. Stört ja nicht auf den Tnc`s wo es nicht benötigt wird.
Habe gerade im bereich News das Adaptive Fräsen gesehen! Top freu mich schon auf die Neue Version. Respekt!
Gruß
David