Hallo Julian,
das Thema „NC-Bohren“ wollte ich nochmal anschneiden:
das Bohren würde ich in zwei Schritten aufteilen.
Bohrer haben grundsätzlich die Eigenschaft zu "verlaufen" wenn keine Körnung o. Anbohrung angebracht wurde. Optimal wäre mit einem sogenannten „NC-Anbohrer“ die Bohrpositionen anzubohren damit der „Fertigbohrer“ später nicht verlaufen kann. Die sogenannten „NC-Anbohrer“ sind meist kurze Vollhartmetallbohrer. Wenn man diese kurz genug einspannen kann (kleine Bohrtiefen vorausgesetzt), sollte sich das vorbohren auch ersparen lassen. Aber dann sollte der Bohrer aus Vollhartmetall sein.
Man kann auch mit einem Zentrierbohrer sehr gut vorbohren (klappt zum Teil noch besser ). Die Zentrier-Bohrer haben wegen der kleineren Bohrerspitze noch bessere Eigenschaften was das Verlaufen betriff.
In Condacam würde das Bohren also in zwei Jobs mit Werkzeugwechsel aufgeteilt.
1. Das Anbohren und
2. das „Fertig-Bohren“ mit der Option „Spanbrechen“.
Um die Bohrpositionen zu ermitteln, kann die Bohrungssuche angewendet werden (Menü "Bohrbearbeitung"=>"Bohrpositionen suchen")
Grüße Jens
Auftragsarbeit zu vergeben.
-
3DMSOFT

- Site Admin
- Beiträge: 1366
- Registriert: 07.05.2006, 14:20
- Kontaktdaten:
-
Julian-2
- Beiträge: 75
- Registriert: 26.03.2008, 20:25
Hi Jens,
super Danke, Bohrlöcher sind alle gefunden. Ich habe
12x D3.30
6x D2.30
8x D4.20
Demnach bräucht ich wohl einen 2mm, 3mm und 4mm VHM Bohrer,
(3mm fehlt wohl noch).
Ich könnte alles mit 2mm vorbohren, das müßte doch klappen,
so das der 4mm Fräser sich nicht verläuft.
Mit dem kurzen Einspann der Bohrer/Fräser geht nur bedingt,
das die Bohrungen meist recht nah an der Seitenwand sind...
Leider muß man beim Bohren die Bohrtiefe manuell angeben,
oder? Wie kann ich die denn Ausmessen? Bis jetzt etwas
knifflig.
Viele Viel Grüße aus Neuss
Julian
super Danke, Bohrlöcher sind alle gefunden. Ich habe
12x D3.30
6x D2.30
8x D4.20
Demnach bräucht ich wohl einen 2mm, 3mm und 4mm VHM Bohrer,
(3mm fehlt wohl noch).
Ich könnte alles mit 2mm vorbohren, das müßte doch klappen,
so das der 4mm Fräser sich nicht verläuft.
Mit dem kurzen Einspann der Bohrer/Fräser geht nur bedingt,
das die Bohrungen meist recht nah an der Seitenwand sind...
Leider muß man beim Bohren die Bohrtiefe manuell angeben,
oder? Wie kann ich die denn Ausmessen? Bis jetzt etwas
knifflig.
Viele Viel Grüße aus Neuss
Julian
-
3DMSOFT
- Site Admin
- Beiträge: 1366
- Registriert: 07.05.2006, 14:20
- Kontaktdaten:
Hallo Julian ,
ich beschreibe mal das Thema NC-Bohren etwas ausführlicher.
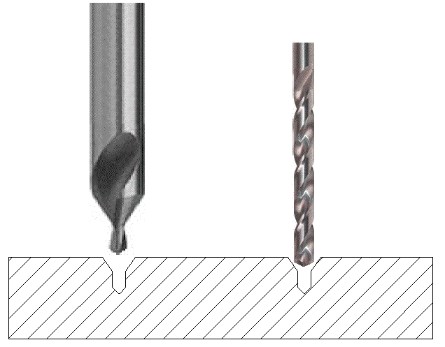
Beim NC–Anbohren von kleinen Bohrungen verwendet man in der Regel einen kurzen Vollhartmetallbohrer. Der Durchmesser muss groß genug sein damit der Bohrer sich nicht wegbiegen bzw. verlaufen kann. Beim Anbohren selbst wird nur ein Kegel angebohrt. Der als Führung dient.
Vollhartmetall-Bohrer sind insofern vorteilhaft, weil sie sich wesentlich weniger verbiegen als herkömmliche HSS-Bohrer. Dafür brechen sie sofort bei Überbelastung.
Das Verlaufen entsteht durch die ungünstigen Kräfte die beim Anschneiden des Materials wirken. Grundsätzlich sind die Kräfte die den Bohrer seitlich wegdrängen abhängig von der Schneidengröße an der Spitze des Bohrers. Als Faustregel kann man sagen, „je größer der Bohrer desto größer die Kräfte“. Zu beachten ist dabei noch das auch die Maschiene die Verdrängungskräfte aufnehmen können muss.
Optimal wäre also eine kleine Schneide, was für einen kleinen Bohrer sprechen würde. Diese sind aber zu labil und biegen sich weg.
Der Clou ist nun..., man nimmt einen Zentrierbohrer (kleiner Pfadfindertrick )
Zentrierbohrer sind eigentlich für das Bohren von Spitzenaufnahmen beim Drehen gedacht.
Aber sie lassen sich perfekt zum präzisen Anbohren einsetzen.
Die Vorteile sind: Stabiler Schaft und kleine Schneide
Mein Vorschlag:
Ein 8mm Zentrierbohrer für das Anbohren nehmen.
Der Zentrierbohrer müßte ca. 40mm Auskraglänge haben (gibt es mit Überlänge).
Oder einen NC-Anbohrer nehmen -- wenn möglich einen mit spitzeren Schneiden-Winkel.
Wie in der Grafik.., etwa so tief Bohren, das ein Kegel mit etwas größeren Durchmesser wie der Bohrungsdurchmesser ensteht. (ca 0.5-1mm größer). Es bleibt also ein kleiner Rand stehen.
Die Bohrungen sind laut Durchmesser alles Gewinde-Bohrungen. Es werden also Bohrer mit entsprechenden Durchmesser gebraucht (4.2 - 2.3 – 3.3) .
Die eigentliche Bohrbearbeitung ist wohl als „Tieflochbohren“ am besten . Schmierung ist auch ganz wichtig. Die kleinen Bohrer kleben schnell zu. Abheben so ca. alle 1-2mm je nach Bohrergröße (in Condacam - Parameter „Abheben nach“)
Grüße Jens
das Vorbohren mit einen kleinen Bohrer kann schell schief gehen. Gerade die kleineren Bohrer verlaufen, weil diese sich wegbiegen können (insbesondere welche aus HSS).Ich könnte alles mit 2mm vorbohren, das müßte doch klappen,
so das der 4mm Fräser sich nicht verläuft.
ich beschreibe mal das Thema NC-Bohren etwas ausführlicher.
Beim NC–Anbohren von kleinen Bohrungen verwendet man in der Regel einen kurzen Vollhartmetallbohrer. Der Durchmesser muss groß genug sein damit der Bohrer sich nicht wegbiegen bzw. verlaufen kann. Beim Anbohren selbst wird nur ein Kegel angebohrt. Der als Führung dient.
Vollhartmetall-Bohrer sind insofern vorteilhaft, weil sie sich wesentlich weniger verbiegen als herkömmliche HSS-Bohrer. Dafür brechen sie sofort bei Überbelastung.
Das Verlaufen entsteht durch die ungünstigen Kräfte die beim Anschneiden des Materials wirken. Grundsätzlich sind die Kräfte die den Bohrer seitlich wegdrängen abhängig von der Schneidengröße an der Spitze des Bohrers. Als Faustregel kann man sagen, „je größer der Bohrer desto größer die Kräfte“. Zu beachten ist dabei noch das auch die Maschiene die Verdrängungskräfte aufnehmen können muss.
Optimal wäre also eine kleine Schneide, was für einen kleinen Bohrer sprechen würde. Diese sind aber zu labil und biegen sich weg.
Der Clou ist nun..., man nimmt einen Zentrierbohrer (kleiner Pfadfindertrick )
Zentrierbohrer sind eigentlich für das Bohren von Spitzenaufnahmen beim Drehen gedacht.
Aber sie lassen sich perfekt zum präzisen Anbohren einsetzen.
Die Vorteile sind: Stabiler Schaft und kleine Schneide
Mein Vorschlag:
Ein 8mm Zentrierbohrer für das Anbohren nehmen.
Der Zentrierbohrer müßte ca. 40mm Auskraglänge haben (gibt es mit Überlänge).
Oder einen NC-Anbohrer nehmen -- wenn möglich einen mit spitzeren Schneiden-Winkel.
Wie in der Grafik.., etwa so tief Bohren, das ein Kegel mit etwas größeren Durchmesser wie der Bohrungsdurchmesser ensteht. (ca 0.5-1mm größer). Es bleibt also ein kleiner Rand stehen.
Die Bohrungen sind laut Durchmesser alles Gewinde-Bohrungen. Es werden also Bohrer mit entsprechenden Durchmesser gebraucht (4.2 - 2.3 – 3.3) .
Die eigentliche Bohrbearbeitung ist wohl als „Tieflochbohren“ am besten . Schmierung ist auch ganz wichtig. Die kleinen Bohrer kleben schnell zu. Abheben so ca. alle 1-2mm je nach Bohrergröße (in Condacam - Parameter „Abheben nach“)
Grüße Jens
Zuletzt geändert von 3DMSOFT am 22.01.2012, 14:03, insgesamt 1-mal geändert.
-
Hai
- Beiträge: 227
- Registriert: 27.09.2006, 19:12
- Kontaktdaten:
Hi.
Wollte mich wieder zurück melden!
Ich sehe, Ihr seit schon beim Bohren.
@ Julian: Wenn es Dir hierbei nicht um den Übungseffekt geht, dann kannst Du die Löscher auch alle mit den kleinsten Bohrer Bohren.
Bei Einzelteilen mache ich das auch so, und Bohre sie dann später mit der Hand nach. Aber auch das wäre jetzt noch nicht so wichtig!
Ansonsten sind die Tips von Jens absolut richtig. Wenn Du Dich dran hälts, sollte alles I.O. sein.
Gerade die Schmierung wird ein wichtiger Punkt bei Dir sein!
Grüßle Heiko
Wollte mich wieder zurück melden!
Ich sehe, Ihr seit schon beim Bohren.
@ Julian: Wenn es Dir hierbei nicht um den Übungseffekt geht, dann kannst Du die Löscher auch alle mit den kleinsten Bohrer Bohren.
Bei Einzelteilen mache ich das auch so, und Bohre sie dann später mit der Hand nach. Aber auch das wäre jetzt noch nicht so wichtig!
Ansonsten sind die Tips von Jens absolut richtig. Wenn Du Dich dran hälts, sollte alles I.O. sein.
Gerade die Schmierung wird ein wichtiger Punkt bei Dir sein!
Grüßle Heiko
Konstruieren und Fräsen - Ideen werden Wirklichkeit
http://www.cad-cncfraeser.de
http://www.cad-cncfraeser.de
-
3DMSOFT
- Site Admin
- Beiträge: 1366
- Registriert: 07.05.2006, 14:20
- Kontaktdaten:
-
Hai
- Beiträge: 227
- Registriert: 27.09.2006, 19:12
- Kontaktdaten:
Keine Angst.
Ich mußte nur eine Menge aufarbeiten, und hatte daher zu wenig Zeit!
Wird sich ändern!
Sitze schon an einer neuen Gehäuseversion! Viel Viel kleiner!
Grüßle Heiko
Ich mußte nur eine Menge aufarbeiten, und hatte daher zu wenig Zeit!
Wird sich ändern!
Sitze schon an einer neuen Gehäuseversion! Viel Viel kleiner!
Grüßle Heiko
Konstruieren und Fräsen - Ideen werden Wirklichkeit
http://www.cad-cncfraeser.de
http://www.cad-cncfraeser.de
-
Julian-2
- Beiträge: 75
- Registriert: 26.03.2008, 20:25
Hi Heiko,
lang nicht gesehen
ich glaube mit dem Anbohren wär wohl besser, sonst müßte ich ja noch
mindestens drei neue Fräser bestellen (4.2 - 2.3 – 3.3) und einen Zentrierbohrer.
Aktuell habe ich (soweit ich weiß) nur einen 2mm Fräser (Kein Bohrer!).
(Es sei denn man könnte die Löcher irgendwie Z-Schruppen... würde
wohl auch das Problem mit dem Verlaufen lösen)
Dann
- Tieflochbohren
- Schmieren
- Alle 1-2 mm Abheben
Ich weiß nur immer noch nicht, wie ich das mit der Tiefe mache.
Bisher hab ich immer durchgebohrt Muß man die Tiefe immer
Muß man die Tiefe immer
manuell angeben? Wenn ja, wie bringe ich die Tiefe in Erfahrung?
Weiterhin, die Bohrlöcher sind teilweise sehr nah am Rand,
ich muß nochmal testen ob ich überhaupt mit dem Fräser da
rankommen. Sonst stoße ich mit der Aufnahme vom Fräser
oben an den Rand ... fürcht das wird eng..
Viele Grüße aus Neuss
Julian
lang nicht gesehen
ich glaube mit dem Anbohren wär wohl besser, sonst müßte ich ja noch
mindestens drei neue Fräser bestellen (4.2 - 2.3 – 3.3) und einen Zentrierbohrer.
Aktuell habe ich (soweit ich weiß) nur einen 2mm Fräser (Kein Bohrer!).
(Es sei denn man könnte die Löcher irgendwie Z-Schruppen...
wohl auch das Problem mit dem Verlaufen lösen)
Dann
- Tieflochbohren
- Schmieren
- Alle 1-2 mm Abheben
Ich weiß nur immer noch nicht, wie ich das mit der Tiefe mache.
Bisher hab ich immer durchgebohrt
manuell angeben? Wenn ja, wie bringe ich die Tiefe in Erfahrung?
Weiterhin, die Bohrlöcher sind teilweise sehr nah am Rand,
ich muß nochmal testen ob ich überhaupt mit dem Fräser da
rankommen. Sonst stoße ich mit der Aufnahme vom Fräser
oben an den Rand ... fürcht das wird eng..
Viele Grüße aus Neuss
Julian
-
Hai
- Beiträge: 227
- Registriert: 27.09.2006, 19:12
- Kontaktdaten:
Anbohren reicht!ich glaube mit dem Anbohren wär wohl besser, sonst müßte ich ja noch
mindestens drei neue Fräser bestellen (4.2 - 2.3 – 3.3) und einen Zentrierbohrer.
Wenn, dann würde ich das Helix-fräsen benutzen, Das ist die beste Wahl!Aktuell habe ich (soweit ich weiß) nur einen 2mm Fräser (Kein Bohrer!).
(Es sei denn man könnte die Löcher irgendwie Z-Schruppen... würde
wohl auch das Problem mit dem Verlaufen lösen)
Lass es weg! ist OK!Dann
- Tieflochbohren
- Schmieren
- Alle 1-2 mm Abheben
Messen! Oberkannte der Bohrung mit ihrer Unterkannte. Ist bei kleinen Bohrungen schwer zu machen!Ich weiß nur immer noch nicht, wie ich das mit der Tiefe mache.
Bisher hab ich immer durchgebohrt Muß man die Tiefe immer
manuell angeben? Wenn ja, wie bringe ich die Tiefe in Erfahrung?
Ansonsten gibt es auch Leute die 2D Zeichnungen mit Bemaßungen dazustellen. Das wird aber nur noch selten gemacht.
Code: Alles auswählen
Weiterhin, die Bohrlöcher sind teilweise sehr nah am Rand,
ich muß nochmal testen ob ich überhaupt mit dem Fräser da
rankommen. Sonst stoße ich mit der Aufnahme vom Fräser
oben an den Rand ... fürcht das wird eng.. Danke.
Grüßle Heiko
Konstruieren und Fräsen - Ideen werden Wirklichkeit
http://www.cad-cncfraeser.de
http://www.cad-cncfraeser.de
-
Julian-2
- Beiträge: 75
- Registriert: 26.03.2008, 20:25
Hmmm,
komm gerade von der Fräse, schade, der 2mm Fräser ist für Bohrungen am Rand zu kurz, fehlt ein guter cm.
Könnte ich nicht auch einen einfachen Bohrer (Baumarkt ?) nehmen? (Da das Alu eh so weich ist)
(Ich glaub auch langsam das es mit dem normalen Fräser ggf. Problem geben könnte, Hoher Druck
Horizontal, weicht der nur einen 10tel Millimeter ab, frißt der sich sofort Rechts oder Links ins Material,
bei 2mm ist der sicher gleich weg... - aber nur ein Vermutung..)
Gerade mit der V Form vorne ist die Gefahr beim "Verrutschen" nicht so groß...
Ich denke den Rest bekomme ich sonst allein hin,
- Vorne und Hinten die Ausparungen für die Knöpfe, kein Problem,
- Die Fehlenden Fahsen bekomme ich auch hin, -> Ist ja bereits getestet....
Viele Grüße
Julian
komm gerade von der Fräse, schade, der 2mm Fräser ist für Bohrungen am Rand zu kurz, fehlt ein guter cm.
Könnte ich nicht auch einen einfachen Bohrer (Baumarkt ?) nehmen? (Da das Alu eh so weich ist
(Ich glaub auch langsam das es mit dem normalen Fräser ggf. Problem geben könnte, Hoher Druck
Horizontal, weicht der nur einen 10tel Millimeter ab, frißt der sich sofort Rechts oder Links ins Material,
bei 2mm ist der sicher gleich weg... - aber nur ein Vermutung..)
Gerade mit der V Form vorne ist die Gefahr beim "Verrutschen" nicht so groß...
Ich denke den Rest bekomme ich sonst allein hin,
- Vorne und Hinten die Ausparungen für die Knöpfe, kein Problem,
- Die Fehlenden Fahsen bekomme ich auch hin, -> Ist ja bereits getestet....
Viele Grüße
Julian
-
3DMSOFT
- Site Admin
- Beiträge: 1366
- Registriert: 07.05.2006, 14:20
- Kontaktdaten:
Hallo Julian ,
mit einem 2mm Fräser würde ich da nichts machen. Die brechen einfach zu schnell.
Zur Not würde auch ein gekürzter Bohrer gehen(so 8mm Durchmesser) und dann einfach nur ein Kegel anbohren.
Den Rest könnte man auf einer Bohrmaschine fertigbohren. (Ich glaube Heiko hatte so etwas schon angedeutet).
Grüße Jens
mit einem 2mm Fräser würde ich da nichts machen. Die brechen einfach zu schnell.
Zur Not würde auch ein gekürzter Bohrer gehen(so 8mm Durchmesser) und dann einfach nur ein Kegel anbohren.
Den Rest könnte man auf einer Bohrmaschine fertigbohren. (Ich glaube Heiko hatte so etwas schon angedeutet).
Grüße Jens
-
Hai
- Beiträge: 227
- Registriert: 27.09.2006, 19:12
- Kontaktdaten:
ja. Anbohren reicht! Mehr brauchst Du mit den Bohrungen nicht machen.JensT hat geschrieben:
Zur Not würde auch ein gekürzter Bohrer gehen(so 8mm Durchmesser) und dann einfach nur ein Kegel anbohren.
Den Rest könnte man auf einer Bohrmaschine fertigbohren. (Ich glaube Heiko hatte so etwas schon angedeutet).
Habe jetzt erst mitbekommen, das Du dies mit einen Fräser machen möchtest.
Ne..mach Dir da keine Arbeit. Ein Bohrer reicht da zum Anbohren.! Stabiel sollte er sein, und an den Wänden sollte er auch noch vorbeipassen.
Grüßle Heiko
Konstruieren und Fräsen - Ideen werden Wirklichkeit
http://www.cad-cncfraeser.de
http://www.cad-cncfraeser.de
-
Julian-2
- Beiträge: 75
- Registriert: 26.03.2008, 20:25
Hi Zusammen,
so siehts jetzt aus

Die Öffnungen für die Knöpfe sind fehlerfrei. Die Nut für die Unterseite
habe ich auch noch gemacht. Das Material ist leider insg.
etwas angelaufen. Flecken und ähnliches, mal schaun wie ich das
wieder wegbekomme...
Nehmt es mir nicht übel, aber mit den Bohrungen komme ich nicht klar,
(In Condacam Messen kann ich nicht, Verschiedene Einstechtiefe &
Einstechgeschwindigkeiten, das ganze mit einem Holzbohrer etc.).
Sofern das Vorbohren sehr wichtig ist, mir bitte kurz die XY Positionen
mitteilen, würde die Stellen dann mit einem kleinen Fräser per Hand markieren.
Was jetzt noch fehlt ist der Schlitz auf der Vorderseite.
Ich kann die Breite nicht ausmessen,
@Heiko, bitte kurz in CAD ausmessen wie breit der ist. Danke
Ist das eigentlich ein CD Schlitz, kann man den nicht
weglassen? (Ich habe nur einen sehr kleine Fräser 0,6mm
den ich eigentlich nicht einsetzen möchte ... 60 EUR
das Stück ... -, die Gefahr das ich den abbreche ist bei
dem Material leider sehr groß, sehr dünner tiefer Schlitz ...)
Auf der Rückseite gibts das ja nochmal ...
Weiterhin,
- Die Nuten auf der Rückseite, kein Problem.
- Die Nut an der Seite höchst fraglich ... (?)
Ich würde gern nächste Woche das Projekt abschließen, ich denke
Lars möchte das auch endlich mal in Händen halten. Hab da schon
fast ein schlechte gewissen ..
Bzgl. neuen neuen Fräser, für die Schlitze, die Seiten und
ähnliches, würde ich dann nochmal mit Lars besprechen wollen,
ganz billig waren die Fräser und das ganze Zubehör bis
jetzt ja auch nicht. Wohl höher als der Materialpreis...
Was meint Ihr?
Soweit viele Grüße aus Neuss
Julian
so siehts jetzt aus
Die Öffnungen für die Knöpfe sind fehlerfrei. Die Nut für die Unterseite
habe ich auch noch gemacht. Das Material ist leider insg.
etwas angelaufen. Flecken und ähnliches, mal schaun wie ich das
wieder wegbekomme...
Nehmt es mir nicht übel, aber mit den Bohrungen komme ich nicht klar,
(In Condacam Messen kann ich nicht, Verschiedene Einstechtiefe &
Einstechgeschwindigkeiten, das ganze mit einem Holzbohrer etc.).
Sofern das Vorbohren sehr wichtig ist, mir bitte kurz die XY Positionen
mitteilen, würde die Stellen dann mit einem kleinen Fräser per Hand markieren.
Was jetzt noch fehlt ist der Schlitz auf der Vorderseite.
Ich kann die Breite nicht ausmessen,
@Heiko, bitte kurz in CAD ausmessen wie breit der ist. Danke
Ist das eigentlich ein CD Schlitz, kann man den nicht
weglassen? (Ich habe nur einen sehr kleine Fräser 0,6mm
den ich eigentlich nicht einsetzen möchte ... 60 EUR
das Stück ... -, die Gefahr das ich den abbreche ist bei
dem Material leider sehr groß, sehr dünner tiefer Schlitz ...)
Auf der Rückseite gibts das ja nochmal ...
Weiterhin,
- Die Nuten auf der Rückseite, kein Problem.
- Die Nut an der Seite höchst fraglich ... (?)
Ich würde gern nächste Woche das Projekt abschließen, ich denke
Lars möchte das auch endlich mal in Händen halten. Hab da schon
fast ein schlechte gewissen ..
Bzgl. neuen neuen Fräser, für die Schlitze, die Seiten und
ähnliches, würde ich dann nochmal mit Lars besprechen wollen,
ganz billig waren die Fräser und das ganze Zubehör bis
jetzt ja auch nicht. Wohl höher als der Materialpreis...
Was meint Ihr?
Soweit viele Grüße aus Neuss
Julian
-
3DMSOFT
- Site Admin
- Beiträge: 1366
- Registriert: 07.05.2006, 14:20
- Kontaktdaten:
-
Hai
- Beiträge: 227
- Registriert: 27.09.2006, 19:12
- Kontaktdaten:
Hi Julian,
He he.... das sieht echt geil aus!
Die Schlitze (CD-Schlitz) sind 1.58 mm breit! Ein 1.5er Fräser passt also wunderbar.
ggf. könnte man das auch mit einen Scheibenfräser reinfräsen......so könnte man auch die an der Seite fräsen.
Die Seitlichen Einbuchtungen könnte man sicherlich auch seitlich mit dem Sägeblatt (ggf. T-Nutenfräser) abzeilen.
MfG Heiko
He he.... das sieht echt geil aus!
Die Schlitze (CD-Schlitz) sind 1.58 mm breit! Ein 1.5er Fräser passt also wunderbar.
ggf. könnte man das auch mit einen Scheibenfräser reinfräsen......so könnte man auch die an der Seite fräsen.
Die Seitlichen Einbuchtungen könnte man sicherlich auch seitlich mit dem Sägeblatt (ggf. T-Nutenfräser) abzeilen.
MfG Heiko
Konstruieren und Fräsen - Ideen werden Wirklichkeit
http://www.cad-cncfraeser.de
http://www.cad-cncfraeser.de