meine ersten „Schritte“
Verfasst: 06.07.2008, 13:06
"meine ersten Schritte" ein kleiner Bericht
mit freundlicher Genehmigung vom Enno K.:
"
Hallo Jens,
ich möchte mich am Forum beteiligen und euch meine ersten „Schritte“ (trifft zu, oder?…) schildern.
Meine Maschine ist eine AL1065 von Fa. Haase. Siehe Bild00.
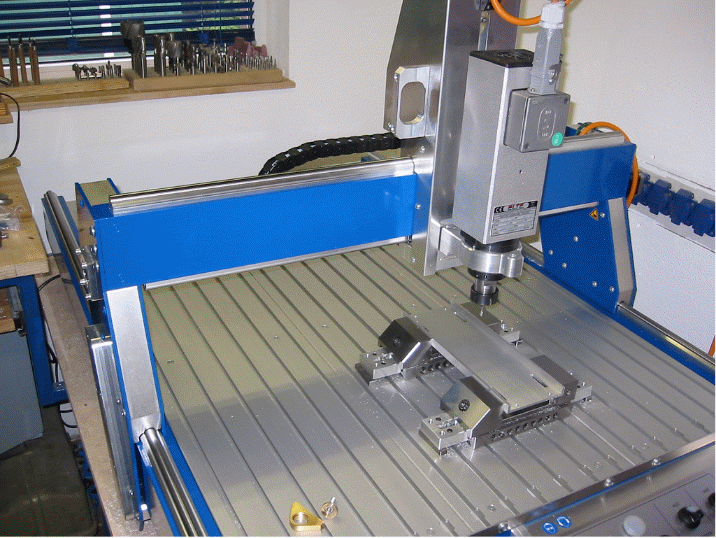
Bild00
Nach einigen Trockenübungen in weichem Holz habe ich die ersten Stücke aus Messing gefertigt.
Es handelt sich um Klemmstücke mit einer exzentrisch eingepressten Inbusschraube (siehe Bild 01). Hiermit werden auf einem dicken Grundbrett Multiplex-Platten in drei verschiedenen Größen zum Bohren aufgespannt.
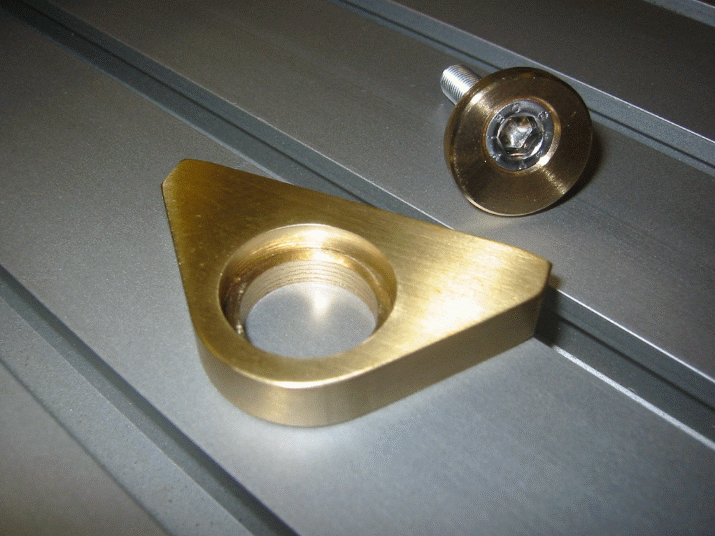
Bild01
Ich habe die Klemmstücke mit 8mm extra flach gehalten, um die Platten (12mm) auch an den Kanten bearbeiten zu können. Das Innenleben wurde auf der Drehbank gefertigt. Das Klemmstück selbst war eine schöne kleine Übung für CondaCAM. Das Erstellen des 3D-Modells war kein großer Akt. Für mich, als CNC-Neuling stellte sich schnell heraus, dass man auch bei kleinen und offensichtlich unkomplizierten Teilen über die Reihenfolge der Fertigung und die Möglichkeiten der Aufspannung nachdenken sollte.
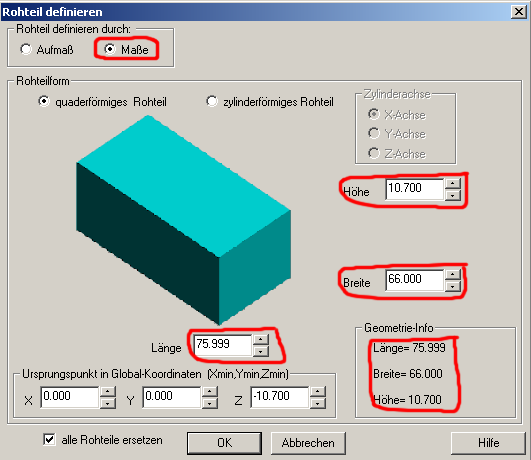
Als Rohmaterial habe ich Flachprofil 30x8 verwendet. Hier zeigte sich, dass ich am besten zuerst die Bohrungen mit Flachsenkung und dann nach Umspannen auf eine Hilfsplatte mit Hilfe von einigen passenden Distanzscheiben die Konturen außen herum fräsen konnte. Beide Fräsungen wurden über die 2,5D-Funktion „Profil-Bearbeitung“ realisiert.
Die Halterung für die Frässpindel wurde das nächste Projekt (Bild02 und 03). Es hatte sich gezeigt, dass der von mir nachgebaute (im Internet oft abgebildete) Spindelhalter für meinen Motor nicht stabil genug ist. Bei Zustellungen in X-Richtung ist eine Bewegung am oberen Ende der Spindel zu beobachten. Das ist begründet in der extrem langen Montageplatte, die mit einer zusätzlichen Distanzplatte (wegen der Verkleidung der Z-Achse) an der Maschine befestigt wird. Die sehr hoch liegenden Befestigungslöcher der ELTE-Spindel tragen auch zu diesem Umstand bei. Ich habe eine Schelle konstruiert, die den Spindelhals voll und breit umschließt. Außerdem wurde der Abstand zur Maschine in X-Richtung vergrößert und eine Bohrung für einen 3D-Messtaster integriert. Durch die Verlängerung der Halterung kann ich jetzt mit der Spindel über das Tischende hinaus (ca. 45mm) fahren und lange Bauteile auch am Kopfende bearbeiten. Durch die Bohrung für den Taster habe soviel Höhe gewonnen, dass sich die Tastkugel etwa in Höhe des Werkzeugs befindet. Ich muss jetzt zwar mit einem Koordinaten –Offset arbeiten, aber meiner Meinung nach überwiegen die Vorteile einer großen Z-Höhe.

Bild02
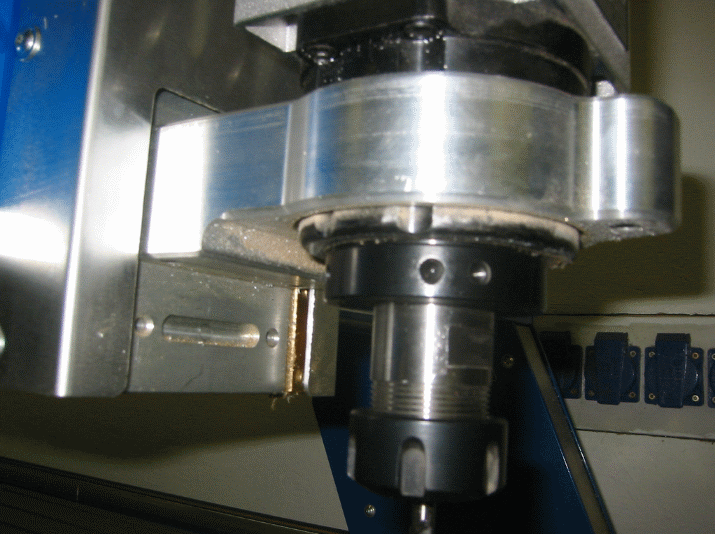
Bild03
Auch in diesem Spindelhalter sind zusätzliche Bohrungen für die Aufspannung vorhanden. Zuerst wurde die große Bohrung (D=75mm) mit einem 10mm-Schruppfräser gefertigt. Nach einigen Tests mit dem Vorschub machte die Maschine ordentlich Späne. Es kam wieder die 2,5D-Funktion „Profil-Bearbeitung“
Zum Einsatz. (Ich muss mir irgendwann einmal einige verrücktere Werkstücke ausdenken, um alle Strategien von CondaCAM zu nutzen…) Auch die Fasen lassen sich, mit den richtigen Werten versehen, ganz einfach fertigen. Beim Fräsen der Bohrung habe ich leider vergessen ein Aufmass anzugeben. So wurde bereits mit dem Schruppvorgang das Sollmaß erreicht. Im Nachhinein war das gar nicht so schlimm, weil der Spindelhals auch nicht ganz glatt ist und jetzt bombenfest sitzt. Nach dem Umspannen konnten die Außenkonturen geschruppt und geschlichtet werden. Mit dem Ergebnis bin ich sehr zufrieden. Allerdings liegt der nächste Alu-Rohling schon bereit, weil ich die Abmessungen des Messtasters nicht kannte, und die Bohrung jetzt zu dicht am Motor sitzt. Im nächsten Halter werden noch zwei weitere Bohrungen für eine höhenverstellbare Absaugung und Kühlmittelzufuhr berücksichtigt. (Wollen wir eigentlich fertig werden?)
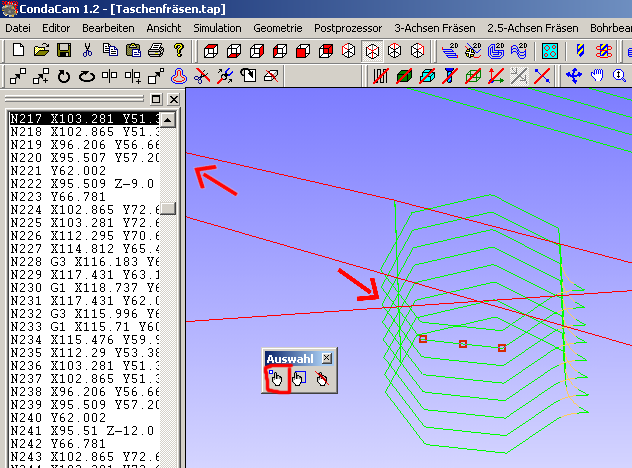
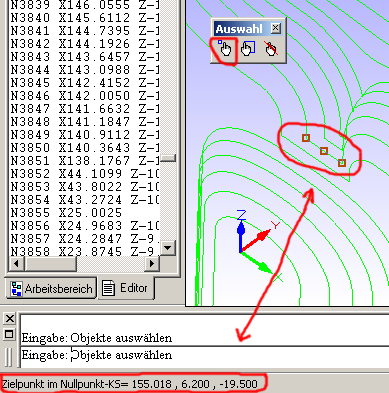
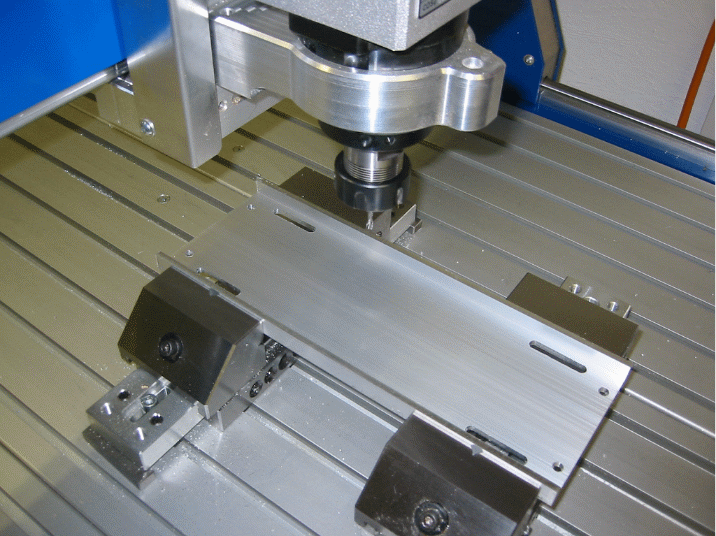
Nach einiger Eingewöhnungszeit kann ich mit CC alle meine Werkstücke fertigen. Über den „Schluckauf“ meiner Z-Achse habe ich schon mit Jens gesprochen. Eines meiner immer wieder benötigten Werkstücke ist auf Bild04 zu sehen. Hier nutze ich bei den Langlöchern die Möglichkeit, eine Anfahrrampe zu generieren. (Nachdem vorher der Fräser recht brutal senkrecht eintauchte…).
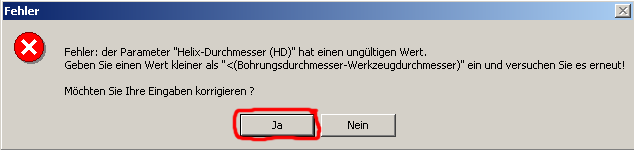
Wüschen würde ich mir von Jens eine vereinfachte Bohr-Fräs-Strategie, die mit weniger Einstellungen und ohne Angaben für eine Helix auskommt. Außerdem sollten die in die Formulare eingegeben Werte erhalten bleiben, wenn nach dem OK eine Fehlermeldung kommt. Ich gebe mühsam alle Werte ein um nachher festzustellen, dass irgendetwas vergessen wurde. Nach dieser Meldung fange ich dann wieder ganz von vorne an. Warum wird nach dem Laden eines Modells nicht automatisch der Nullpunkt mit dem globalen Koordinatensystem synchronisiert? (Wer kann mit einem undefinierten Abstand zwischen Nullpunkt und dem globalen Koordinatensystem arbeiten? Die Möglichkeit, einen Offset einzugeben ist Ok, aber solange dieser nicht definiert ist, kann man ihn nicht nutzen). Warum können identische Modellkanten X-beliebig oft extrahiert werden? Wann kann man im linken Tree-Fenster Elemente wie im Dateimanager selektieren und auch gruppenweise löschen? Die neue Benutzung der rechten Maustaste unterbricht viele Arbeitsschritte. Auch das muss noch geändert werden. Auch sollten angewählte Zeichenfunktionen nicht jedes mal durch Ändern der Ansicht beendet werden. Kann ich irgendwann G-Code laden und simulieren? Kann man im Programm die Werkstückkoordinaten aus dem CNC-Code nicht separat deutlich anzeigen? Für mich wäre das sehr hilfreich bei der Kontrolle von erstelltem Code. Kann in der Simulation die aktuelle Programmzeile hervorgehoben werden?
Grüße an alle Programmierer und Zerspaner
Enno
"
mit freundlicher Genehmigung vom Enno K.:
"
Hallo Jens,
ich möchte mich am Forum beteiligen und euch meine ersten „Schritte“ (trifft zu, oder?…) schildern.
Meine Maschine ist eine AL1065 von Fa. Haase. Siehe Bild00.
Bild00
Nach einigen Trockenübungen in weichem Holz habe ich die ersten Stücke aus Messing gefertigt.
Es handelt sich um Klemmstücke mit einer exzentrisch eingepressten Inbusschraube (siehe Bild 01). Hiermit werden auf einem dicken Grundbrett Multiplex-Platten in drei verschiedenen Größen zum Bohren aufgespannt.
Bild01
Ich habe die Klemmstücke mit 8mm extra flach gehalten, um die Platten (12mm) auch an den Kanten bearbeiten zu können. Das Innenleben wurde auf der Drehbank gefertigt. Das Klemmstück selbst war eine schöne kleine Übung für CondaCAM. Das Erstellen des 3D-Modells war kein großer Akt. Für mich, als CNC-Neuling stellte sich schnell heraus, dass man auch bei kleinen und offensichtlich unkomplizierten Teilen über die Reihenfolge der Fertigung und die Möglichkeiten der Aufspannung nachdenken sollte.
Als Rohmaterial habe ich Flachprofil 30x8 verwendet. Hier zeigte sich, dass ich am besten zuerst die Bohrungen mit Flachsenkung und dann nach Umspannen auf eine Hilfsplatte mit Hilfe von einigen passenden Distanzscheiben die Konturen außen herum fräsen konnte. Beide Fräsungen wurden über die 2,5D-Funktion „Profil-Bearbeitung“ realisiert.
Die Halterung für die Frässpindel wurde das nächste Projekt (Bild02 und 03). Es hatte sich gezeigt, dass der von mir nachgebaute (im Internet oft abgebildete) Spindelhalter für meinen Motor nicht stabil genug ist. Bei Zustellungen in X-Richtung ist eine Bewegung am oberen Ende der Spindel zu beobachten. Das ist begründet in der extrem langen Montageplatte, die mit einer zusätzlichen Distanzplatte (wegen der Verkleidung der Z-Achse) an der Maschine befestigt wird. Die sehr hoch liegenden Befestigungslöcher der ELTE-Spindel tragen auch zu diesem Umstand bei. Ich habe eine Schelle konstruiert, die den Spindelhals voll und breit umschließt. Außerdem wurde der Abstand zur Maschine in X-Richtung vergrößert und eine Bohrung für einen 3D-Messtaster integriert. Durch die Verlängerung der Halterung kann ich jetzt mit der Spindel über das Tischende hinaus (ca. 45mm) fahren und lange Bauteile auch am Kopfende bearbeiten. Durch die Bohrung für den Taster habe soviel Höhe gewonnen, dass sich die Tastkugel etwa in Höhe des Werkzeugs befindet. Ich muss jetzt zwar mit einem Koordinaten –Offset arbeiten, aber meiner Meinung nach überwiegen die Vorteile einer großen Z-Höhe.
Bild02
Bild03
Auch in diesem Spindelhalter sind zusätzliche Bohrungen für die Aufspannung vorhanden. Zuerst wurde die große Bohrung (D=75mm) mit einem 10mm-Schruppfräser gefertigt. Nach einigen Tests mit dem Vorschub machte die Maschine ordentlich Späne. Es kam wieder die 2,5D-Funktion „Profil-Bearbeitung“
Zum Einsatz. (Ich muss mir irgendwann einmal einige verrücktere Werkstücke ausdenken, um alle Strategien von CondaCAM zu nutzen…) Auch die Fasen lassen sich, mit den richtigen Werten versehen, ganz einfach fertigen. Beim Fräsen der Bohrung habe ich leider vergessen ein Aufmass anzugeben. So wurde bereits mit dem Schruppvorgang das Sollmaß erreicht. Im Nachhinein war das gar nicht so schlimm, weil der Spindelhals auch nicht ganz glatt ist und jetzt bombenfest sitzt. Nach dem Umspannen konnten die Außenkonturen geschruppt und geschlichtet werden. Mit dem Ergebnis bin ich sehr zufrieden. Allerdings liegt der nächste Alu-Rohling schon bereit, weil ich die Abmessungen des Messtasters nicht kannte, und die Bohrung jetzt zu dicht am Motor sitzt. Im nächsten Halter werden noch zwei weitere Bohrungen für eine höhenverstellbare Absaugung und Kühlmittelzufuhr berücksichtigt. (Wollen wir eigentlich fertig werden?)
Nach einiger Eingewöhnungszeit kann ich mit CC alle meine Werkstücke fertigen. Über den „Schluckauf“ meiner Z-Achse habe ich schon mit Jens gesprochen. Eines meiner immer wieder benötigten Werkstücke ist auf Bild04 zu sehen. Hier nutze ich bei den Langlöchern die Möglichkeit, eine Anfahrrampe zu generieren. (Nachdem vorher der Fräser recht brutal senkrecht eintauchte…).
Wüschen würde ich mir von Jens eine vereinfachte Bohr-Fräs-Strategie, die mit weniger Einstellungen und ohne Angaben für eine Helix auskommt. Außerdem sollten die in die Formulare eingegeben Werte erhalten bleiben, wenn nach dem OK eine Fehlermeldung kommt. Ich gebe mühsam alle Werte ein um nachher festzustellen, dass irgendetwas vergessen wurde. Nach dieser Meldung fange ich dann wieder ganz von vorne an. Warum wird nach dem Laden eines Modells nicht automatisch der Nullpunkt mit dem globalen Koordinatensystem synchronisiert? (Wer kann mit einem undefinierten Abstand zwischen Nullpunkt und dem globalen Koordinatensystem arbeiten? Die Möglichkeit, einen Offset einzugeben ist Ok, aber solange dieser nicht definiert ist, kann man ihn nicht nutzen). Warum können identische Modellkanten X-beliebig oft extrahiert werden? Wann kann man im linken Tree-Fenster Elemente wie im Dateimanager selektieren und auch gruppenweise löschen? Die neue Benutzung der rechten Maustaste unterbricht viele Arbeitsschritte. Auch das muss noch geändert werden. Auch sollten angewählte Zeichenfunktionen nicht jedes mal durch Ändern der Ansicht beendet werden. Kann ich irgendwann G-Code laden und simulieren? Kann man im Programm die Werkstückkoordinaten aus dem CNC-Code nicht separat deutlich anzeigen? Für mich wäre das sehr hilfreich bei der Kontrolle von erstelltem Code. Kann in der Simulation die aktuelle Programmzeile hervorgehoben werden?
Grüße an alle Programmierer und Zerspaner
Enno
"