Hallo Herr Gabriel,
mittlerweile gibt es Makros um den Jobnamen auszuprinten (JobName)
Am besten man platziert das Makro im Eilgangsatz. Damit es aber nicht ständig geprintet wird, braucht es noch eine Abfrage, ob sich die Job-ID (also der Job) geändert hat.
Das Ganze kann mit zwei Makros so aufgebaut werden:
(var1[(JobID)])(ope[(JobID)==(var1)?:(Neuer Job! (JobName))(\n)])
ergibt dann z.B. folgende Zeile:
(Neuer Job! Profil-Bearbeitung)
Die Makros setzen sich wie folgt zusammen:
1. (ope[(JobID)==(var1)?:(Neuer Job! (JobName))(\n)])
Das Operatormakro "(ope[" prüft ob die Variable (var1) mit der aktuellen Job-ID identisch ist...wenn nicht, wird der String "Neuer Job!" mit dem Jobnamen geprintet.
2. Anschließend wird die Job-ID auf der Variable "(var1)" gespeichert: "(var1[(JobID)])"
Die Makros werden immer von rechts nach links ausgewertet, deswegen steht das Setzen der Variable am Anfang der Zeile.
Hier ist mal ein Beispiel-PP welcher den Jobnamen ausgibt. Die Makros sind einmal in der Startsektion eingetragen und im "Satzaufbau für den Eilgang" per Anwenderdefinierten Zeichen (Registerkarte "Linear"):
http://media.condacam.com/PostProzessor ... _Mach3.txt
Getestet auf Build-Version 2113B
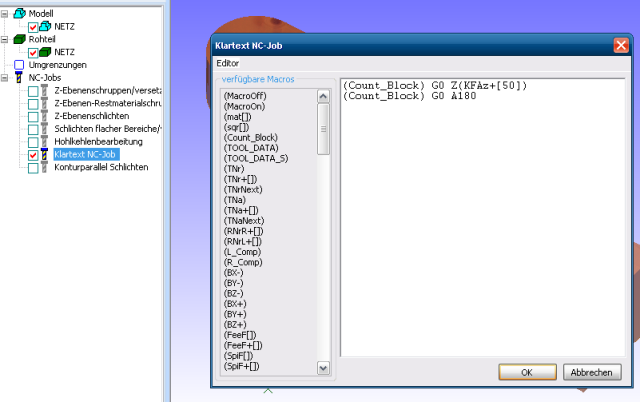
Ansonsten gibt es für das Einfügen von G-code-Sequenzen zwischen den Jobs, die Klartextjobs.
Über des Kontextmenü der NC-Jobs ist die Funktion "Klartext NC-Job erstellen" erreichbar.
Damit lassen sich NC-Jobs, die wie der Name schon sagt "Klartext"-Sequenzen also G-Code enthalten, in das CNC-Programm einfügen. Der Anwender hat damit z.B. die Möglichkeit, zwischen regulären NC-Jobs manuell erstellte Fahranweisungen, M-Befehle, G-Code-Sequenzen usw... einzufügen.
Zusätzlich kann der G-Code ähnlich wie im Postprozessor-Assistenten mit Makros versehen werden z.B. (Count_Block) für die Satznummer (beispw. "N328")..
Mit freundlichen Grüßen Jens Tonak

